Suzanne Callander reports on the challenges posed by the need to reduce the carbon footprint of biscuit production, looking in particular at one of the most energy-hungry process – ovens.
Biscuit manufacturers, in line with so many other sectors, are facing increased pressure to demonstrate their commitment to sustainability by reducing their carbon footprint and overall environmental impact, to meet changing regulatory requirements and the demands of consumers and customers.
For biscuit producers a good place to start the carbon reduction journey is to focus on the most energy-hungry processes – which is usually the oven.
An interesting study, which investigated the feasibility of electrification of its gas-fired industrial baking ovens used for biscuits and other products, has been undertaken by Burton’s Foods – now operating as Fox’s Burton’s Companies (FBC) UK under a Ferrero-related company – working alongside product design and innovation company, 42 Technology (42T).
The study, entitled Industrial Fuel Switching Feasibility StudyProject Zap – Electrification of Biscuit Production, was funded by the UK Government as part of an Industrial Fuel Switching Competition, which aims to accelerate the transition to cleaner fuels for manufacturers relying on oven-based operations.
Electrification is considered to be the most viable route to de-carbonisation in the bakery sector. A view supported by The Food and Drink Federation (FDF), which has estimated that direct-fired ovens used within the UK’s food and drink sector contribute around 700,000 tonnes CO2e per year.
Industrial biscuit production has traditionally relied on the use of natural gas-fired ovens to produce biscuits with the flavour, texture and appearance that appeals to consumers. So, the FBC study needed to consider both technical and commercial aspects of fuel switching to ensure that biscuit quality, costs and throughput could be maintained or improved.
The company’s legacy fleet of gas fired ovens and the variation in key parameters, highlighted that oven design and operation often relies on expert knowledge about how a particular oven is run and tuned in response to different ingredient batches and changing external environmental conditions. Characterisation of the current process and equipment was therefore required before they could look at replicating the baking process using electrical heating.
Quality issues
The first challenge in replacing gas fired ovens with electric is to determine if electric heating can produce products of the same quality. The four key parameters that affect the quality of the finished output of a biscuit from an oven are heat flux, temperature, air speed and humidity. Because the baking process involves chemical reactions that take place within the dough pieces, there is also a time element to these parameters – how long the product is exposed to the baking conditions and how the conditions vary along the oven are therefore key pieces of information that need to be known to completely characterise the existing oven.
To collect this data, as part of the FBC study, 42T was tasked with characterising the thermal and humidity profile of the gas-fired industrial baking line; mapping the energy losses within the process to identify potential savings; and investigating commercially-available electric ovens to replicate the existing baking process. The team also developed a process to assess and reconfigure other production lines relying on electrical heating technologies. It was important that the total energy requirement is minimised, not just for resource efficiency, but also to mitigate against the higher cost of electricity when compared to gas, currently.
Ovens transfer heat to the biscuits through a mixture of convective, radiative and conductive heat flux. In direct gas fired ovens, the ratio of the two is controlled by the gas input rate, and the amount of air recirculation and extraction rate. A minimum extraction rate needs to be maintained to ensure combustion gases are not vented into the workspace around the oven.
Electric heating elements produce radiative heating. Convective heat flux can also be achieved, with electrically heated air being forced over the product surface. Both gas and electrical ovens should be capable of producing the same temperature and heat flux characteristics for the products, and an example electrical oven was selected for this comparison for the study.
The humidity within the baking chamber is determined by a balance between the moisture produced from the combustion process (in the case of gas fired ovens), the moisture removed during baking and the extraction rate from the oven. Comparing direct gas fired and electric ovens, an electric oven can achieve a wider range of operating humidity conditions as the extraction of combustion gases is not necessary. The airflow around both ovens would be expected to be heavily influenced by any fans and the belt motion.
The results from the feasibility study concluded that although there are suitable electric ovens available – even with all of 42T’s recommended energy savings and other operational cost reductions factored in – they would still make the baking process more expensive because of the marked price difference between electricity and gas today. It was, however, noted that to offset the higher costs of electricity, waste heat from the ovens could be used in other processes, such as refrigeration cycles or potentially low-carbon district heating for neighbouring industry or housing.
In this way, the study was able to demonstrate that, high efficiency electric ovens, if installed alongside heat recovery systems, could provide a commercially viable solution to replace gas fired ovens.
Following the findings of the study, FBC UK has estimated that it could potentially reduce its annual greenhouse gas emissions by up to 17,000 tonnes CO2e by decarbonising its production lines. Its next step, to enable it to realise this potential, is a successful application to phase two of the Industrial Fuel Switching Competition to demonstrate the commercial viability of a high-efficiency electric oven on an industrial site.
Electric ovens
For those considering switching to electrically-powered ovens for their biscuit production lines, there are many electric tunnel ovens coming to market today. Reading Bakery Systems (RBS) for example recently unveiled a new oven, designed to reduce energy and emissions and simplify cleaning and maintenance for cracker producers who are under pressure to reduce energy consumption and harmful emissions and increase operational efficiency. This electric oven is said to offer a suitable replacement for traditional Direct Gas Fired (DGF) ovens.
DGF cracker ovens have, traditionally, been difficult to maintain and prone to delivering an uneven bake due to the large number of ribbon burners down the entire length of the oven – which can be up to 91m long – which need to be maintained and adjusted to deliver consistent heat to the product.
RBS designed the Emithermic XE Oven zone to bake using electric radiant heat elements and its own Thermatec panels, which are said to have comparable performance to traditional fire brick oven ceilings, and which replicate the thermal emissivity and storage of fire bricks by using anticorrosive steel backed by a high-density insulating board. This oven set up eliminates the need for ribbon burners.
It is said to deliver balanced heat to the product and imparts the high radiant heat required to develop the necessary flavour and texture of crackers. Flexibility and control are also built into the oven with a humidity-controlled product zone. The design also promises simplified operation and maintenance, as its electric burner components can be easily replaced, reducing downtimes for cleaning and maintenance.
Track your metrics
If the transition to electric ovens is a step to far for your operation today, there are other ways to reduce the carbon footprint, and energy costs of the process, according to AMF Bakery Systems.
It pointed out that bakeries can dramatically reduce the energy consumption of their existing ovens simply by tracking metrics. AMF’s Sustainable Oven Service (SOS) uses data analysis to unlock optimal efficiency, reduce energy (gas) usage and enhance product quality. The SOS is a new standard on all AMF Den Boer ovens, but it can also be retrofitted to older or non-AMF production, tunnel, belt, and continuous ovens.
The service employs smart sensor technology to continuously monitor how the oven is used and how it is performing, using an artificial intelligence (AI) data model to provide real-time insights that can uncover inefficiencies and optimise oven energy usage.
The solution also allows users to track long-term energy consumption trends over time and assists bakeries with bottleneck analyses by benchmarking over shifts, days, or even weeks and offering recommendations, tailored to a specific bakery setup – about how to adjust the equipment to ensure optimal baking conditions across four key performance indicators (KPIs) including: Occupancy – average product throughput; Availability – actual time that the oven was ready for baking; Baking condition – to what extent the desired baking conditions are achieved in the oven; and eco-efficiency – the normalised amount of gas used per baked unit.
Combining these insights will show exactly where to most effectively improve efficiency, reduce waste, and enhance biscuit quality and consistency while reducing gas consumption and the associated carbon dioxide emissions by up to 20%.
Many biscuit producers have been looking at the viability of electric ovens as an alternative to natural gas. The survey undertaken by Burton’s Foods demonstrates that while there are challenges – mainly due to the current cost of electricity – they can indeed offer a viable solution, but only when looked at alongside other energy saving solutions such as heat transfer. Meanwhile, for those not yet ready to make the switch, modern technology can now offer ways to reduce the carbon footprint of your existing ovens.
As the world transitions towards more sustainable and low-carbon economies, businesses that fail to adapt and reduce their emissions may face economic challenges in the long term. This could include increased operational costs due to carbon pricing, reduced market access, and reputational damage.
Whether multigrain breakfast bars, biscuits with cream or jam filling or crispy fruit biscuits – all Hellema products are developed, baked and packaged in compliance with applicable EU laws and regulations. The company also makes sure that only natural ingredients are used in its baked goods and that they are packaged as sustainably as possible.
When Hellema set out to find a new packaging machine, that would be able to process its wide range biscuits, with different fruit and chocolate fillings, from bare product to final packaging, it wanted a flexible solution that could quickly change formats and materials to allow it to meet the needs of different customers. The chosen packaging solution was also required to pack as sustainably as possible by avoiding rejects and saving materials, and all in a limited space on the production floor. “The new packaging machine had to fit into our production hall and be designed in such a way that our employees would have easy access to individual line sections,” confirmed Hille.
Schubert was able to offer a flexible packaging solution for both the primary and secondary packaging of the biscuits. It consists of Schubert’s flow-wrapping machine for primary packaging, as well as a combined cartoner. Different biscuits in a variety of flavours are processed on the new top-loading line. The products are first packed into flowpacks as individual biscuits or in stacks of two or three. In the cartoner, the flowpacks can then be packed either into cartons with attached lids or into single- or double-layer multipack flowpacks.
The entire packaging line is 72m long and incorporates every available standard component group from Schubert’s portfolio. The line is designed entirely without interfaces, and guarantees flexibility and performance, as well as reliable and cost-efficient production. It also enables quick format changes without interrupting production.
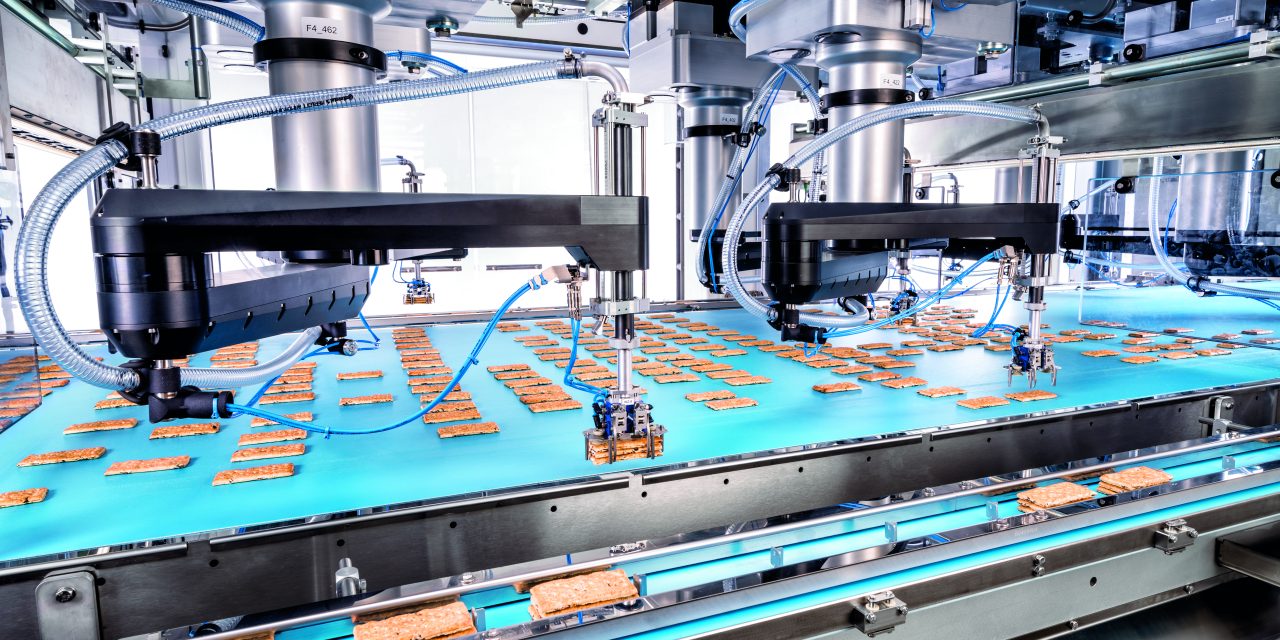
In a first step, the biscuits enter the machine on the product conveyor. Image processing with 3D scanners carries out the first important quality check upstream of the pick & place station so that the pick & place robots only pick up good quality products. With gripper tools specially adapted to the product, the robots collect one, two or three biscuits at a time and place the stacks to the right and to the left of the product conveyor into the feed chains of a fully-integrated flow-wrapping machine. The biscuits are then packed into flowpacks. Ultrasonic longitudinal sealing and Schubert’s flying cross-sealing unit ensures flawless and secure sealing for both conventional and recyclable films. The pick & place robots control the speed of the feed chains depending on the product flow to ensure that each segment in the infeed chain is filled with biscuits and that no empty or incomplete flowpacks leave the line.
Using the counterflow principle, the biscuit packets are then packed either into cartons or into multipack flowpacks.
“The new packaging line is a real asset for us,” concluded Hille. “We can now offer different packaging materials as well – for primary packaging, from monofilms to aluminium-laminated films, and for multipacks, composite plastic films and paper-based films.”
Editorial contact:
Editor: Kiran Grewal kgrewal@kennedys.co.uk